 May 27, 2026
May 27, 2026
Visit:205
May 27, 2026
Visit:205
Choosing the right flexographic printing press is a critical decision that directly impacts your product quality, operational efficiency, and material waste. For plant managers and equipment selection teams, the debate often narrows down to two dominant architectures: stack-type and central impression (CI) flexo presses.
The core problem is that these two designs handle registration, substrate stability, and operational access in fundamentally different ways. Selecting the wrong type for your typical materials—whether thin stretch films or thick paperboards—can lead to chronic registration errors, excessive material waste, and frustrated operators.
This article provides a clear value by comparing the key design differences: web path length, registration mechanisms, substrate stretch control, and maintenance accessibility. By the end, you will know exactly which press architecture aligns with your product portfolio. explore printing configurations suitable for different substrate types.
The CI flexo press is named after its core component: a large, heavy-duty central impression drum. All printing stations are arranged radially around this single drum.
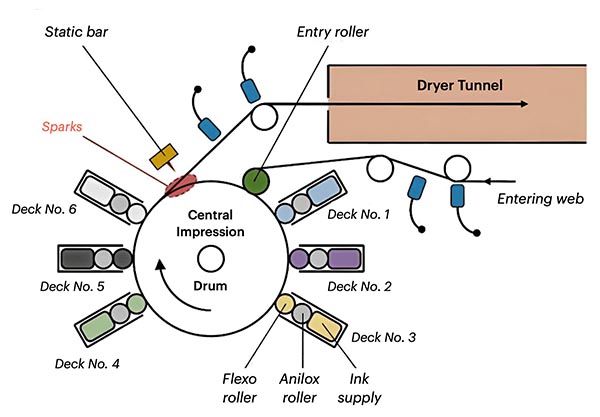
In a CI press, the substrate (web) is wrapped around the central impression drum, which acts as the common backbone for all color stations. Typically, the drum has a large diameter—often 1 to 4 meters—and is precision-ground to provide a perfectly rigid, non-deformable surface. Each print station’s impression roller presses the substrate against this drum, ensuring every color is applied at the same mechanical reference point.
One of the most significant advantages of the CI design is its short, enclosed web path. From the unwind to the rewind, the material travels only a few meters, touching the central drum and a small number of idler rollers primarily. Because the substrate is physically supported by the drum across all print units, there is very little unsupported span where tension fluctuations can occur.
For printers working with films or requiring perfect front-to-back registration, the CI press is the gold standard. Since the same central drum supports both sides of the substrate, the distance between the printing front and the printing back is fixed and minimal. This design nearly eliminates the substrate stretch control issues that plague other press types. The result is exceptional registration accuracy, often within ±0.1 mm, even at speeds exceeding 500 m/min.
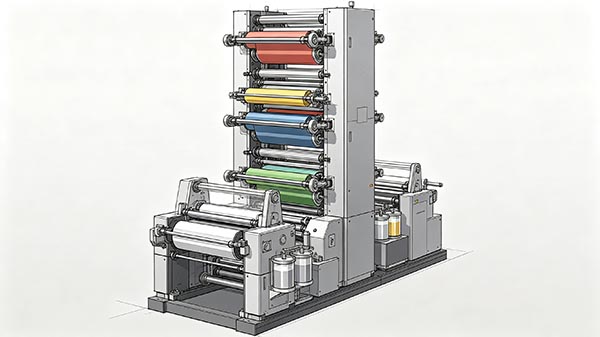
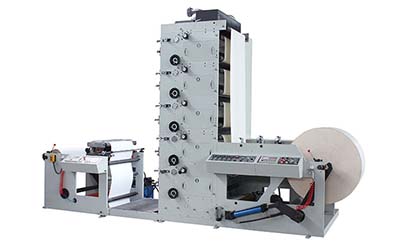
In contrast, the stack-type press takes a modular, vertical approach. Each color station operates independently.
A stack press features two to eight independent color stations stacked vertically. Each station has its own plate cylinder, anilox roll, and impression cylinder. Unlike the CI press, there is no shared back-up roller. The substrate weaves from the bottom station upward, passing between each independent impression cylinder and plate cylinder pair.
The most defining characteristic of a stack press is its long, open web path between color stations. After leaving one print nip, the substrate travels over several idler rollers, passes through drying units, and then enters the next independent station. This path can easily be 5 to 10 meters from the first to the last color. Each span between stations is its own tension zone.
Because the web is unsupported over long distances and subjected to dryer heat and tension variations, substrate stretch becomes a major challenge. Thin, extensible materials like polyethylene (PE) film or low-density films can elongate significantly between stations. This elongation directly changes the repeat length, causing misregistration. While modern tension control systems help, stack presses fundamentally require more precise tension management than CI presses, especially when printing on thin films.
The differences in web support and path length lead to contrasting registration strategies. The table below summarizes these key variations.
| Feature | CI Flexo Press | Stack Flexo Press |
|---|---|---|
| Substrate support between colors | Shared single central impression drum | Each station has its own independent impression cylinder |
| Primary registration variables | Plate cylinder position relative to drum; web tension around drum | Individual station tension, material stretch between each unit, dryer temperature |
| Front-to-back registration | Excellent | Challenging |
| Performance on thin films | Very friendly; stable printing without elongation | Requires advanced tension control; risk of tracking errors |
| Performance on thick boards | Limited by the central drum diameter | More flexible; a long path provides a buffer for uneven caliper |
This is often the deciding factor for press selection. No single press type excels on all materials.
If your primary business involves printing on unsupported films—such as 30 to 100 micron PE, PP, PET, BOPP, or shrink sleeves—the CI press is overwhelmingly the better choice. The short, supported web path prevents longitudinal stretch, which is critical for maintaining tight register on flexible packaging. CI presses are also preferred for high-quality process work because each color is laid down at the same mechanical point. For stretchable film applications, see equipment designed for extensible substrates.
Stack presses shine when your substrates are less extensible. This includes:
Paper and paperboard
Self-adhesive label stock with strong backing
Thick materials
Multi-layer laminates that are dimensionally stable
Additionally, the long, open web path of a stack press allows for larger drying systems between stations, which is beneficial for water-based inks on absorbent substrates like paper. If your main workload involves paperboard or heavy labels, review configuration options for board and label printing.
Plant floor layout and ease of maintenance are practical concerns that affect uptime.
While the CI design offers superior print quality, it concentrates all color stations around a single large drum. This makes the press footprint smaller, but it can be cramped for operators. Changing a plate cylinder or cleaning an anilox roll on the bottom station may require crawling under the drum. Automation is common on modern CI presses to mitigate this.
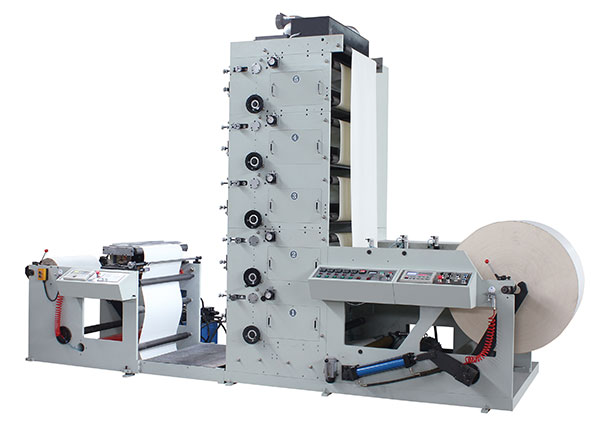
The vertical, open design of a stack press means each independent color station is fully accessible from the front and sides. Operators can change plates, adjust anilox rolls, and clean parts without fighting for space. This accessibility significantly reduces make-ready time for short-to-medium runs. Many stack presses also allow individual decks to be disengaged or serviced while the rest of the press continues running.
Q1: Can a stack press print on very thin film with proper tension control?
Yes, it is possible. Modern stack presses equipped with servo-driven individual tension zones, low-inertia idlers, and advanced closed-loop registration control can print on films as thin as 40-50µm. However, the complexity and cost of such tension control systems are high. For consistent, high-speed production on thin films, a CI press remains the safer investment.
Q2: Which design has a smaller floor space footprint?
Generally, the CI press has a smaller footprint for the same number of colors because all stations are radially arranged around one central drum. A 6-color CI press occupies roughly 4m x 5m. A 6-color stack press is long but narrower; it may occupy 12m x 2.5m. The CI press is more space-efficient.
Q3: Are CI presses always more expensive than stack presses?
Not always, but typically yes. A CI press with 6-8 colors, a precision-ground drum, and automated registration systems often has a higher initial capital cost than a comparable stack press. However, for thin film applications, the reduced waste and higher register accuracy of a CI press can deliver a lower total cost of ownership over 5-7 years.
There is no universally "better" press—only the right press for your application.
Choose a CI Flexo Press if:
Your primary substrates are thin films and shrink sleeves.
You require exceptional front-to-back registration for duplex printing.
You run long, high-speed jobs where minimizing waste is critical.
You prioritize print quality over quick deck access.
Choose a Stack Type Flexo Press if:
Your typical materials are paper, paperboard, corrugated, or thick labels.
You need easy, rapid access to each color station for frequent job changes.
You are printing with water-based inks on absorbent substrates.
You want a lower initial capital investment for medium-volume work.
Need help evaluating your specific material list? [Contact our team today] for a personalized press recommendation based on your substrate portfolio, typical run lengths, and quality targets.

Jun 30, 2026
Jun 29, 2026
FLEXO PRINTING MACHINE
FLEXO PRINTING MACHINE

FLEXO PRINTING MACHINE
GET A QUOTE





