 May 23, 2026
May 23, 2026
Visit:265
May 23, 2026
Visit:265
Choosing the right anilox roll is rarely a front-page discussion in flexo printing—yet it silently dictates your print consistency, press uptime, and operating costs. The wrong roll material accelerates cell wear, shifts color density mid-run, and turns routine cleaning into a maintenance bottleneck.
The two dominant options—chrome-plated and ceramic-coated anilox rolls—operate on fundamentally different principles. Chrome represents the traditional, mechanically engraved standard. Ceramic, combined with laser engraving, has become the modern benchmark for high-volume production.
This comparison evaluates both technologies across surface hardness, engraving method, wear resistance, ink release property, and reconditioning process—giving you data-backed criteria for your next purchase or upgrade.

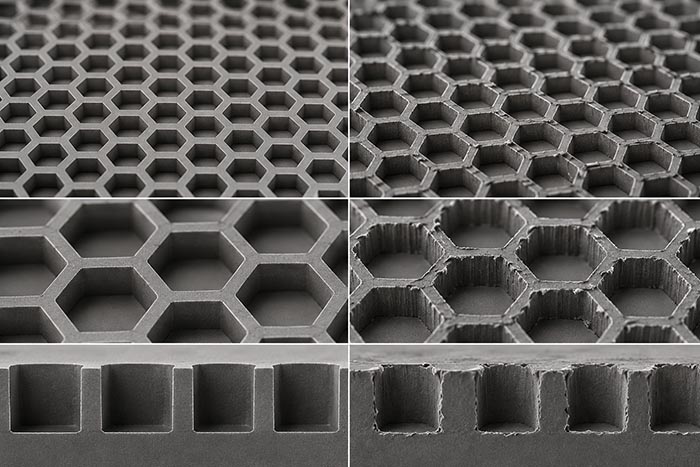
A chrome anilox roll starts with a steel base. The surface receives an electroplated layer of hard chromium, typically 0.1–0.3 mm thick. Cells are then formed using either mechanical burnishing or chemical etching.
The result is a reflective, smooth-feeling surface with cells that vary in consistency depending on the engraving method. Mechanical engraving deforms metal, creating raised cell walls, while etching produces more uniform openings but at lower line counts.
Hard chrome plating measures HV 800–1000 on the Vickers scale. While harder than the steel substrate, this range is only moderate compared to industrial ceramics. In practice, chrome anilox rolls wear noticeably faster—especially when run with doctor blades.
The wear mechanism is gradual: cell walls erode, reducing cell volume and lowering ink transfer over time. Printers often observe density drift after 6–12 months of continuous production, requiring press-side adjustments.
The reconditioning process for chrome rolls involves:
Stripping the remaining chrome layer chemically.
Re-plating a fresh chrome layer of exact thickness.
Re-engraving cells into the new surface.
Each cycle removes a small amount of steel substrate during stripping. After 2–3 re-engraving cycles, the roll’s dimensional tolerance drifts outside spec. Eventually, the steel base must be discarded. This limits Chrome’s total useful life—though for low-volume or intermittent work, that may still be acceptable.
Ceramic anilox rolls start with the same steel base, but instead of plating, the surface receives a plasma-sprayed ceramic layer. A plasma torch melts powdered ceramic and accelerates it onto the roll at supersonic speed. The coating bonds mechanically, achieving thicknesses of 0.2–0.5 mm.
After spraying, the ceramic is ground and polished to precise roundness and surface finish. Cells are then laser-engraved—each cell formed by a focused thermal beam that vaporizes ceramic material without mechanical contact.
Ceramic coatings measure HV 1200–1400—roughly 40–50% harder than hard chrome. This extreme hardness directly translates to cell wear resistance. In side-by-side production runs, ceramic anilox rolls typically outlast chrome rolls by 3–5 times before any measurable cell volume loss occurs.
The harder surface also reduces friction against doctor blades, lowering blade wear and extending blade change intervals.
Reconditioning a ceramic roll follows a different process:
Grind off the worn ceramic layer completely.
Re-spray a fresh ceramic coating.
Re-grind, re-polish, and re-engrave (laser).
Because the steel substrate remains untouched, a ceramic anilox roll can be reconditioned 3 to 5 times—or more with proper coating management. Each cycle restores full performance. In practice, a quality ceramic roll can serve a printing house for over a decade through multiple reconditionings, significantly lowering long-term cost per printed meter.
| Property | Chrome Anilox | Ceramic Anilox |
|---|---|---|
| Surface hardness (HV) | 800–1000 | 1200–1400 |
| Abrasion/wear resistance | Moderate | High |
| Cell geometry precision | Moderate (mechanical/etch limits) | High |
| Doctor blade wear | Higher (rougher chrome finish) | Lower |
| Re-engraving cycles | 2–3 times | 3–5+ times |
| Initial cost | Lower | Higher |
| Long-term cost per use | Higher (frequent replacement) | Lower |
Chrome has a relatively high surface energy. This property means certain ink systems—especially water-based and high-viscosity inks—can exhibit ink retention inside cells. Poor release leads to gradual cell plugging, requiring more frequent manual cleaning or shorter intervals between ultrasonic bath cycles.
That said, Chrome’s smoothness resists mechanical ink trapping. The issue is primarily chemical: chrome’s surface chemistry is less optimized than engineered ceramics.
Ceramic coatings are naturally more porous and irregular after plasma spraying. However, final polishing steps can achieve Ra values below 0.1 µm—smoother than chrome. More importantly, ceramic surfaces can be engineered with specific surface finish treatments to tailor ink release properties:
Lower surface energy improves the release of water-based and UV inks.
Polished ceramics resist ink build-up and clean faster in ultrasonic systems.
The combination of laser-precise cells and a polished, low-surface-energy top coat gives ceramic a clear advantage in ink release property and cleaning efficiency.
Chrome anilox rolls still have valid applications:
Proofing presses – Where total runtime is low, and absolute consistency is less critical.
Low-line-count work – Coarser cells mask the precision limits of mechanical engraving.
Spare/backup rolls – Keeping a chrome roll on the shelf costs less than a spare ceramic.
Start-up or intermittent production – When capital is tight, chrome provides an entry point.
Do not choose Chrome if: You run continuous production, use aggressive doctor blades, or require tight color tolerance over multi-day runs.
Ceramic anilox rolls justify their premium under these conditions:
Long runs – Cell geometry remains stable for millions of impressions.
High line screens (≥800 lpi) – Laser engraving delivers the consistency needed for process and HD flexo.
High-speed printing (>200 m/min) – Reduced vibration and predictable ink film thickness.
Water-based or UV inks – Better release reduces downtime for cleaning.
Total cost of ownership analysis – Higher upfront cost pays back through fewer replacements and less scrap.
Decision rule: If your press runs more than two shifts per day, five days a week, ceramic is almost always the economical choice within 12–18 months.
Yes—but not always ideally. Mixing materials is mechanically fine, but ink transfer profiles differ. A chrome roll may deliver slightly less or more volume at the same engraving spec due to cell geometry differences. If you mix, expect to adjust anilox volume specs or calibrate separately. For process-critical color stations, keep all anilox rolls uniform in material and engraving method.
Visual inspection misses early wear. Instead:
Measure cell volume loss using a microscope with depth measurement or an anilox volume tester.
Track ink density drift at constant press settings—if density drops but ink viscosity is unchanged, suspect cell wear.
Perform periodic gravimetric tests (weigh ink picked up by a cleaned roll segment).
Typical tolerance: Replace or recondition ceramic rolls when cell volume drops by 10–15% from the original spec.
Ceramic cleans more easily in most cases. The polished ceramic surface releases dried ink residue faster than chrome. However, both materials respond well to ultrasonic cleaning when using appropriate chemistry (pH-neutral cleaners for chrome, slightly alkaline for ceramic). Chrome is more sensitive to over-aggressive cleaning—it can pit or strip if solution temperature or chemistry drifts. Ceramic tolerates a wider cleaning envelope.
Ceramic anilox rolls deliver superior wear resistance, laser-precise cell geometry, extended reconditioning life, and engineered ink release. They are the standard for high-volume, high-quality flexo printing.
Chrome anilox rolls remain a lower-cost alternative for proofing, low-volume work, or as emergency spares—but their moderate hardness and limited re-engraving cycles increase long-term costs in continuous production.
For most commercial and packaging flexo operations, the ceramic anilox roll is the correct baseline. Chrome should be viewed as a specialized or budget-limited alternative, not a primary choice.
Note: The images in this article are for reference only.

Jun 30, 2026
Jun 29, 2026

Jun 11, 2026
FLEXO PRINTING MACHINE
FLEXO PRINTING MACHINE

FLEXO PRINTING MACHINE
GET A QUOTE




