 May 08, 2026
May 08, 2026
Visit:242
May 08, 2026
Visit:242
For process engineers and prepress managers, few decisions impact print quality, operational efficiency, and production cost as profoundly as the choice between water-based and UV ink systems in flexo printing. While both can deliver excellent results, their underlying drying mechanisms, adhesion requirements, and press configurations are fundamentally different. Selecting the wrong system for your application often leads to poor adhesion on plastic films, incomplete curing, or frequent press stops.
This guide provides a technical breakdown of water-based and UV flexo inks—focusing on evaporation versus polymerization, substrate adhesion requirement, ink film thickness control, and the necessary hardware differences—to help you select the right system for your specific production environment.

The single greatest difference between the two systems lies in how the ink film transforms from a liquid to a solid state.
Water-based inks dry primarily through evaporation of water and co-solvents, aided by heat and airflow. As the printed substrate passes through a long hot air drying tunnel, water molecules migrate to the surface and evaporate. On porous materials like paper or cardboard, a portion of the vehicle is also absorbed into the substrate fibers, helping to set the pigment. This process requires significant dryer length and precise control of exhaust air to avoid trapping moisture, which can cause blocking or poor lamination bonding strength.
UV inks remain liquid until exposed to high-intensity ultraviolet light. Within the curing lamp configuration, photo-initiators in the ink absorb UV energy and trigger an instantaneous polymerization reaction. Liquid monomers convert into a solid, cross-linked polymer matrix—often within a fraction of a second. There is no evaporation; nearly 100% of the applied ink remains on the substrate as a cured film. This chemical curing is what enables UV flexo to run at very high line speeds without requiring long drying tunnels.
Not all substrates interact equally with each ink chemistry. Substrate adhesion requirements vary drastically, especially when moving from paper to plastic films.
Water-based ink: A mature, cost-effective solution. The porous surface absorbs water and aids drying, producing good rub resistance. Water-based inks also comply with food packaging regulations for indirect contact.
UV ink: Also usable, but requires attention. Because UV inks do not penetrate the substrate, they sit entirely on the surface. On highly porous or rough paper, this can reduce adhesion unless a primer is applied. However, UV offers superior gloss and chemical resistance on coated paper or folding carton.
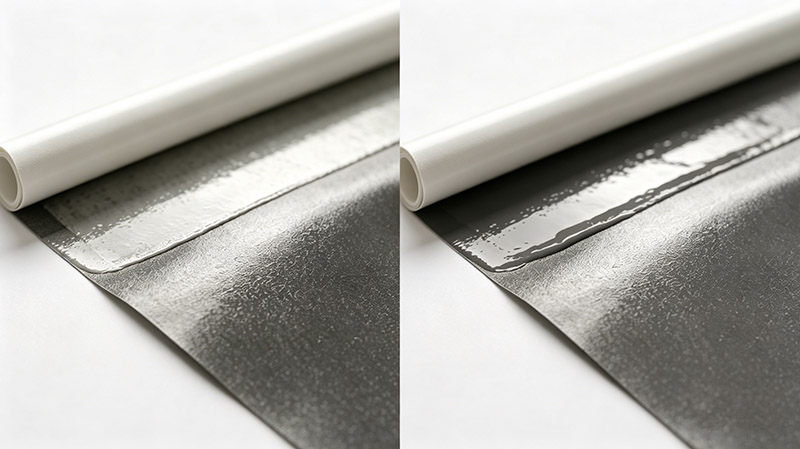
Water-based ink: Adhesion is challenging. Low surface energy films like untreated polyethene (PE) or polypropylene (PP) require print surface energy above 38–42 dynes/cm. This typically necessitates corona, flame, or atmospheric plasma treatment, and sometimes an additional water-based primer. Drying is also slower on non-absorbing films because there is no absorption mechanism to assist.
UV ink: Generally performs better on low-surface-energy films. The rapid polymerization creates a tight cross-linked bond, particularly on treated PE, PP, and PET. Many UV ink series are specifically formulated for untreated films, eliminating the need for inline corona treatment in some cases.
Shrink sleeves (PVC, PETG, OPS) are highly heat-sensitive. The hot air required to dry water-based inks can distort the film before it reaches the slitter, causing dimensional instability and registration issues. UV curing, especially LED-UV systems, generates very little infrared heat, making them the preferred choice for shrink sleeve applications. The low thermal load preserves substrate geometry while delivering fully cured ink.
Switching between water-based and UV inks is not a simple wash-up. The press components themselves differ significantly.
| System Component | Water-Based Ink Configuration | UV Ink Configuration |
|---|---|---|
| Drying Unit | Long hot air drying tunnel with air exhaust and heat recovery. Needed for multi-color CI presses. | UV lamp housing positioned after each print deck. Requires cooling water or air. |
| Ink Circulation Materials | Stainless steel or corrosion-resistant plastics. Water-based inks are mildly alkaline and can corrode untreated metals. | Solvent-resistant materials. UV monomers and oligomers can swell standard elastomers. |
| Anilox Roll | Higher BCM – typically 3.0–6.0 BCM – to deliver sufficient wet film thickness. Water has lower color strength per unit volume. | Lower BCM – typically 1.5–3.5 BCM – because UV inks contain higher pigment loading and do not need thick films for opacity. Overly high ink film thickness will not cure properly. |
| Cleaning Solvent | Water or mildly alkaline cleaning solutions (pH 10–11). Non-flammable and lower VOC. | Organic solvents or proprietary UV cleaner. UV ink residue must be dissolved chemically, not just emulsified. |
UV inks typically achieve higher color density and opacity in a single pass. Because they contain less vehicle and more pigment, a thinner ink film delivers the same or better hiding power. This is especially beneficial for printing white ink on clear films or metallized substrates.
Water-based inks may require two hits of white or a higher BCM anilox to achieve equivalent opacity, which adds cost and can reduce definition.
The drying mechanism directly affects dot gain. UV ink polymerizes instantly upon exposure, locking the dot geometry exactly as it left the plate. There is no time for dot spread, giving UV flexo exceptional highlight reproduction.
Water-based inks remain “open” and mobile until the drying tunnel removes water. If drying is too slow, dots spread; if drying is too fast at the surface, skinning can trap internal moisture. Precise control of air temperature, velocity, and ink chemistry is required to maintain sharp dots.
Water-based inks require daily—sometimes hourly—monitoring of pH and viscosity. As ammonia or amine stabilisers evaporate, pH can drop from an ideal 8.8 to below 8.0, causing the resin to precipitate and the ink to thicken. Operators must add pH adjuster and water regularly. Viscosity control is also tighter (±2 seconds Zahn cup #2), as changes directly affect transfer and drying.
UV systems shift the maintenance burden to the curing lamps. Mercury lamps gradually lose intensity over their lifespan (typically 800–1500 hours), requiring periodic measurement with a radiometer. Failing to compensate by slowing the press or increasing lamp power results in under-cured ink that smears or exhibits poor adhesion. Cooling systems (water chillers or air blowers) must also be monitored; overheating can damage the lamps, substrate, or anilox.
Q1: Can a press be equipped to run both systems?
Yes, but not without significant engineering. A convertible press requires both a hot air drying tunnel and UV lamp housings, plus separate ink circulation systems. Most hybrid presses are designed for either water-based + UV, or solvent + UV, not all three. Conversion often takes 4–8 hours. For most operations, dedicating a press to one ink type is more practical.
Q2: Which ink type is easier to clean from anilox rolls?
Water-based ink, when kept wet, cleans easily with water. But once dried on the roll, it becomes very difficult to remove (requiring caustic solutions or ultrasonic cleaning). UV ink remains liquid until exposed to UV light; if left in the pan or on the anilox overnight without UV exposure, it can usually be cleaned with solvent. However, UV ink exposed to ambient sunlight or stray UV will cure hard and may permanently block anilox cells.
Q3: Does UV ink require special plate materials?
Yes. Standard water-based or solvent plates (often photopolymer) may swell or crack in contact with UV ink monomers. You must specify UV-resistant plates (e.g., Dupont Cyrel® FAST UV or Flint Group nyloflex® UV). Similarly, UV press tape and mounting adhesives need UV resistance.
| If your priority is... | Recommended ink system |
|---|---|
| Low cost per kilogram and simple clean-up | Water-based (for paper) |
| Printing on untreated PE/PP films | UV ink (or water-based + corona) |
| High color density + fine highlights on film | UV ink |
| Heat-sensitive shrink sleeves (PVC, OPS) | LED-UV ink |
| Food packaging (dry foods, indirect contact) | Water-based (low migration) |
| High chemical resistance (e.g., shampoo labels) | UV ink |
There is no universal “best” ink—only the right match for your substrate, drying capacity, and end-use requirements.
Need help deciding? Send us your substrate samples and a description of your press configuration. Our applications lab will run standardised adhesion, rub resistance, and curing tests—free of charge—and recommend a proven system for your line.
| Image Type | Description | Alt Text |
|---|---|---|
| Diagram | Side-by-side comparison: long hot air dryer (water-based) vs. UV lamp housing (UV) on a CI flexo press | "Water-based ink drying tunnel on flexo press compared to UV curing lamp configuration." |
| Photo | PE film samples: water-based ink with insufficient corona vs. UV ink with good adhesion | d ink flexo vs UV ink flexo adhesion test on PE film." |
Note: The images within this article are for reference purposes only. For detailed information, please contact Henyue.
FLEXO PRINTING MACHINE
FLEXO PRINTING MACHINE

FLEXO PRINTING MACHINE
GET A QUOTE







