 Jun 30, 2026
Jun 30, 2026
Visit:6
Jun 30, 2026
Visit:6
In CI flexo printing, the anilox roll is often called the “heart” of the press. How well that heart beats determines print quality – solid density, highlight dot retention, and edge sharpness of text. Yet, faced with numerous combinations of BCM values and line screens, choosing the right anilox roll for solids, line work, or high‑line‑screen process printing remains a daily challenge for pre‑press technicians and process engineers.
This guide provides: recommended starting parameters by print type, a clear explanation of the BCM‑vs‑LPI trade‑off, and a practical selection framework for production use. All values are starting points; final selection must be verified through press trials with your specific ink system, substrate, and press speed.
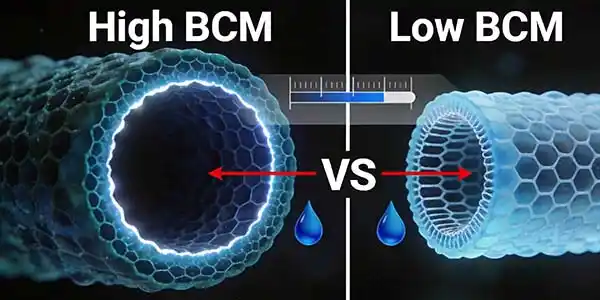
BCM is the standard unit for anilox roll ink volume. It represents the total ink‑carrying capacity of all cells on one square inch of the roll surface, expressed in billions of cubic microns.
A higher BCM means more ink transferred – resulting in thicker ink films, higher solid density, and stronger colour saturation. However, high BCM also brings thicker ink layers, which can cause dot gain and filling‑in in high‑line‑screen work.
As a rough guide, a 2 BCM roll produces a continuous film equivalent of about 3 microns. Ink transfer from the anilox to the plate is typically less than 50%.
LPI is the number of cells per linear inch on the anilox roll surface.
Higher LPI means finer, more closely packed cells – providing smoother ink laydown and higher resolution. Fine‑LPI anilox rolls better support high‑line‑screen plates, enabling crisp dot reproduction. But finer cells are shallower and hold less ink per cell, so high LPI normally comes with lower BCM.
There is an inherent inverse relationship between BCM and LPI – a physical constraint of the engraving process.
With a given engraving technology, higher LPI means more cells per unit area, so each cell is smaller and has lower individual volume, reducing the overall BCM. Conversely, to achieve high BCM, you need larger cells, which lowers the achievable LPI.
This means you cannot simultaneously have maximum ink volume and maximum screen fineness. Selection is always a trade‑off between ink laydown requirement and resolution requirement. A classic rule in flexo is: “Use the finest anilox line screen that can still meet your colour requirements.”
Recommended range: 200–400 LPI, BCM 5.0 – 8.0
The primary goals for large solid areas are high solid density and uniform coverage – avoiding pinholes and mottling.
In corrugated pre‑print, typical 60° hexagonal cells range from about 200 LPI / 9.5 BCM to 400 LPI / 4.5 BCM. For most boxboard plants, a 250 LPI / 7.5 BCM 60° roll is the standard choice.
Recently, elongated cell geometries have gained popularity for solids. These can deliver the same BCM at a higher LPI – for example, upgrading from a 250 LPI / 7.5 BCM to a 330 LPI / 7.5 BCM roll keeps ink volume while improving edge definition and reverse‑type sharpness.
Recommended range: 500–700 LPI, BCM 3.0 – 5.0
For lines, text, and reverses, the key targets are crisp edges, open reverses, and no filling of small characters.
These applications do not need heavy ink laydown but require enough ink for adequate density and saturation. Too high a BCM causes ink to bleed at edges, filling reverses and thinning fine type; too low a BCM gives weak, washed‑out lines.
Mid‑range LPI with low‑to‑mid BCM is common for most label and film work. For text‑and‑line‑dominant jobs, start at 500–700 LPI and 3.0–5.0 BCM.
Recommended range: 800–1200 LPI, BCM 1.5 – 3.0
High‑line‑screen process printing must preserve highlight dots and prevent shadow fill‑in.
When plate rulings reach 133–175 LPI, you need 800–1200 LPI anilox rolls to support fine dot structure. BCM typically stays between 1.5 and 3.0, depending on ink type and substrate.
For film, 800–1000 LPI and 1.0–1.8 BCM is often recommended to maintain fine details and avoid dot gain. Low BCM (<2.0) is best for high‑end labels and precision flexo.
Critical note: The lower the BCM, the more critical anilox cleanliness becomes. Any cell blockage will directly cause highlight dot loss or colour shift.
Rule of thumb: Anilox LPI ≥ 4 × Plate ruling
This is the most fundamental matching principle in flexo. FIRST specifications clearly recommend that anilox line count be at least four times the plate screen ruling.
Examples:
150 LPI plate → choose 600 LPI or higher anilox
175 LPI plate → choose 700 LPI or higher anilox
When the anilox‑to‑plate ratio falls below 4:1, moiré patterns can occur due to interference between the two screens. Some printers adopt safer ratios of 5:1 or even 6.5:1 to further reduce moiré risk.
Be especially careful with RIP systems – if the actual output ruling deviates from the nominal value, a setup that is just at the 4:1 threshold may become problematic.
The table below gives recommended starting parameters for common CI flexo applications. All values are starting points; always verify through press trials.
| Application | Substrate Example | Recommended LPI | Recommended BCM | Notes |
|---|---|---|---|---|
| Corrugated pre‑print | Kraft liner | 250–400 | 5.5–7.5 | Rough surfaces need more ink; elongated cells can raise LPI at same BCM |
| Flexible packaging | PE film | 400–600 | 4.0–5.5 | Non‑absorbent substrates need precise ink control to avoid set‑off |
| Flexible packaging | PET/BOPP | 700–1000 | 2.0–3.5 | Fine dot reproduction, highlight retention |
| Self‑adhesive labels | Paper/film | 800–1200 | 1.5–2.8 | Highest resolution; common for UV inks |
Recommendations are only a starting point – real‑world verification is essential.
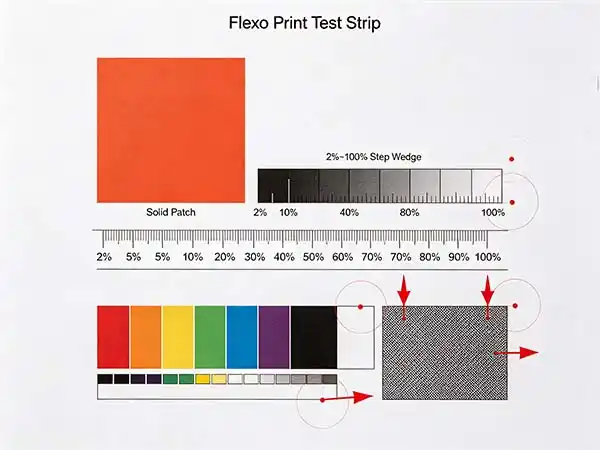
Follow this verification workflow:
Print a test form including solid patches and a tonal step wedge from 2% to 100%.
Measure solid density with a densitometer – check if target colour strength is achieved.
Measure dot gain at various tones to assess highlight through shadow performance.
Fine‑tune BCM based on results:
Low density / pinholes → try higher BCM
Excessive dot gain / lost highlights → try lower BCM or higher LPI
Build a record for each job family – create your own internal selection database.
Not perfectly. Solids need high BCM (5.0+) for density and coverage, while high‑line process needs low BCM (<3.0) to avoid dot gain and fill‑in. If your plate has both large solids and fine screens, you must compromise – either solids will be weak or highlights will plug.
Solutions:
Separate solids and screens into different plates during prepress
Use different anilox rolls on different colour decks
Consider hybrid engraving – though this is rare
Higher BCM directly increases ink consumption per impression. Each extra BCM means more ink transferred per revolution, raising ink cost.
Therefore, the industry rule is: “Use the lowest BCM that still meets quality.” This not only cuts ink costs but also reduces drying energy and increases press speed. Regularly audit your rolls – wear or plugging can reduce actual BCM by 15% or more, causing operators to over‑meter ink, which wastes more.
No. Water‑based and UV inks have very different rheology, solids content, and transfer behaviour.
Water‑based inks – lower solids, higher solvent content – generally need higher BCM to achieve target density.
UV inks – high solids, 100% reactive – typically reach target density at lower BCM.
When switching ink systems, re‑evaluate your anilox selection. Start with a roll 20–30% lower in BCM than your water‑based choice and adjust upward as needed.
CI flexo anilox selection is not a one‑time decision but an ongoing optimisation process. Three core principles guide correct selection:
Understand the trade‑off – BCM and LPI cannot both be maximised; you must balance ink laydown requirement against resolution.
Match to print type – solids, line/text, and process work each have different optimal BCM/LPI windows.
Validate on press – every recommendation is a starting point; only press tests confirm the right choice.
Build your own “anilox library” strategy: Based on your typical job mix (substrates, inks, plate rulings), acquire 3‑5 anilox rolls or sleeves that span from heavy solids to fine process work. For CI flexo presses, sleeves are particularly advantageous for quick changeovers and easy handling when switching between different order types.
Need a customised anilox roll set recommendation for your typical order mix? Contact us for a tailored proposal.
Jun 29, 2026

Jun 11, 2026
FLEXO PRINTING MACHINE
FLEXO PRINTING MACHINE

FLEXO PRINTING MACHINE
GET A QUOTE





