 Apr 16, 2026
Apr 16, 2026
Visita:283
Apr 16, 2026
Visita:283
La selección de una prensa flexográfica de impresión central (CI) implica una decisión mecánica crucial: con engranajes (tren de engranajes mecánico) o sin engranajes (tecnología de accionamiento directo) . Para muchos directores técnicos, la confusión no radica en las especificaciones, sino en comprender cómo se comportan físicamente estas dos arquitecturas durante tres turnos.
Este artículo analiza las diferencias de hardware —desde el motor principal hasta el cilindro de impresión— y las relaciona directamente con la flexibilidad de ajuste de la longitud de repetición , la estabilidad del registro de impresión y la frecuencia de mantenimiento . Al final, sabrá exactamente qué sistema de accionamiento se adapta mejor a su volumen de producción.

En una prensa flexográfica CI tradicional con engranajes, un único motor de corriente alterna acciona un tren de engranajes central largo y pesado (tren de engranajes mecánico). Este tren recorre el bastidor de la máquina y, mediante cajas de engranajes físicas, transfiere el par a cada plataforma de impresión. Cada cilindro de impresión tiene un engranaje correspondiente que se acopla a este eje central.
Debido a que los dientes de los engranajes tienen un paso fijo, el ajuste de la longitud de repetición es discreto. Para cambiar la longitud de impresión, los operarios deben retirar físicamente los engranajes del cilindro de impresión y sustituirlos por un juego de engranajes diferente con un número distinto de dientes. La fórmula es sencilla: más dientes = mayor longitud de repetición; menos dientes = menor longitud de repetición.
La holgura es una característica inevitable de los engranajes metálicos: un espacio microscópico entre los dientes que engranan. Si bien es necesaria para la lubricación y la dilatación térmica, este espacio afecta directamente la estabilidad del registro de impresión. A alta velocidad o con tensión variable, los dientes se desplazan ligeramente, provocando una desviación en el registro. A largo plazo, esto se manifiesta como imágenes fantasma o un atrapamiento inconsistente.
La tecnología sin engranajes elimina por completo el tren de engranajes central. En su lugar, cada plataforma de impresión cuenta con su propio servomotor de alto par montado directamente en el eje del cilindro de impresión ( tecnología de accionamiento directo ). No hay engranajes intermedios, ni embragues, ni pérdidas de transmisión mecánica.
La prensa utiliza un controlador con un eje virtual electrónico. Todos los servomotores independientes responden a este reloj maestro digital. Durante el funcionamiento de la prensa, cada motor ajusta su par y posición miles de veces por segundo para mantener una sincronización perfecta. Esta estabilidad de registro de impresión se logra mediante software, no mediante componentes mecánicos.
Gracias a la tecnología de accionamiento directo , la longitud de repetición es una variable de software. Para cambiarla, el operario introduce el nuevo valor (por ejemplo, de 450 mm a 451,5 mm) en la interfaz hombre-máquina (HMI). El servomotor gira el cilindro de la placa hasta el ángulo exacto calculado. Sin engranajes que levantar, sin grasa, sin tiempos de inactividad por esperas de juegos de engranajes personalizados.
| Característica técnica | Prensa flexográfica con engranajes | Prensa flexográfica sin engranajes |
|---|---|---|
| Método de conducción | Motor principal único + tren de engranajes mecánico central | Servomotores individuales por plataforma (accionamiento directo) |
| Ajuste de longitud de repetición | Cambiar físicamente los conjuntos de engranajes de relación fija. | Modifique los parámetros del software al instante. |
| Reacción negativa de los engranajes | Presente (0,05–0,15 mm típico) | Cero (sin engranaje físico) |
| Cambio de puesto | Desmontar los engranajes, limpiarlos, lubricarlos y volver a montarlos. | Recuperar receta preestablecida → autoindexación |
| Complejidad estructural | Alto (cajas de engranajes, estrías, cojinetes) | Moderado (armarios eléctricos, cableado) |
Una imprenta de engranajes está limitada a su inventario de engranajes. Si dispone de un engranaje de 400 mm y otro de 450 mm, solo podrá imprimir esas repeticiones exactas. ¿Un cliente solicita 425 mm? Deberá pedir un juego de engranajes a medida. Este modelo funciona para convertidores que realizan los mismos trabajos durante años. No es adecuado para flujos de trabajo de tiradas cortas con repeticiones variables.
Gracias al ajuste electrónico de la longitud de repetición , una prensa CI sin engranajes ofrece un rango continuo. Dentro del límite de carrera mecánica del cilindro de impresión (por ejemplo, de 300 mm a 800 mm), es posible cualquier valor. Los convertidores pueden cotizar repeticiones impares con confianza, consolidar más trabajos en una sola prensa y eliminar el almacenamiento de engranajes.
Prensa de engranajes : El cambio implica detener la prensa, retirar la protección de la plataforma, desatornillar el conjunto de engranajes, limpiar la grasa vieja de los dientes, instalar el nuevo engranaje, lubricar y apretar los tornillos. Tiempo promedio: 20-35 minutos por plataforma. Para una prensa de 8 colores, esto requiere medio día.
Prensa sin engranajes : El operario selecciona el siguiente trabajo de la lista de recetas. Los servomotores se ajustan automáticamente a la nueva longitud de repetición. Los ajustes de registro finos se realizan mediante la interfaz hombre-máquina (HMI) mientras la prensa está en reposo. Tiempo promedio: 3-5 minutos en total para todas las plataformas.
Frecuencia de mantenimiento de la prensa de engranajes : Revisión semanal de la lubricación de los engranajes, medición mensual del juego y alineación anual del tren de engranajes. El desgaste de los engranajes es progresivo: una vez que el perfil de los dientes se degrada, el registro se vuelve impredecible. Se requieren cambios de aceite en la caja de engranajes central cada 2000-3000 horas.
Frecuencia de mantenimiento de la prensa sin engranajes : comprobaciones trimestrales del codificador del servomotor, limpieza semestral del ventilador de refrigeración y verificación anual del firmware. Sin aceite para engranajes, sin compensación de holgura, sin desviación de registro por desgaste. El modo de fallo principal es electrónico (se soluciona cambiando un módulo de accionamiento), no mecánico.

R: Técnicamente posible, pero económicamente inviable. La modernización requiere desmontar el tren de engranajes central, instalar servomotores individuales, reemplazar todo el sistema de control y reprogramar la lógica de movimiento. El costo suele superar el 70 % del de una prensa nueva. La mayoría de los transformadores venden la prensa con engranajes y compran la prensa sin engranajes.
R: Son diferentes, no más. Las prensas sin engranajes requieren técnicos capacitados que comprendan los servomotores, los codificadores y la comunicación por bus. Las prensas con engranajes requieren mecánicos industriales. Para talleres con sólidas capacidades eléctricas y de control, las prensas sin engranajes reducen la frecuencia total de mantenimiento, ya que no hay dientes de engranaje que se desgasten.
A: Las prensas con engranajes ofrecen una ligera ventaja en materiales altamente compresibles, ya que el tren de engranajes mecánico amortigua de forma natural algunas fluctuaciones de torsión. Sin embargo, las prensas modernas sin engranajes, con algoritmos avanzados de control de torsión, han subsanado esta deficiencia. Para películas, papeles y láminas estándar, las prensas sin engranajes proporcionan una estabilidad de registro superior gracias a la ausencia total de holgura.
Elija una prensa flexográfica CI con engranajes si:
La longitud de las repeticiones es fija (por ejemplo, solo de 3 a 5 valores).
Ustedes cuentan con un sólido equipo de mantenimiento mecánico.
Rara vez se ejecutan trabajos cortos y de alto registro (por ejemplo, trabajos de procesamiento).
Elija una prensa flexográfica CI sin engranajes (de accionamiento directo) si:
Su libro de pedidos tiene longitudes de repetición variables (tiradas cortas, muchos SKU).
Quieres reducir el tiempo de cambio de formato y el inventario de equipos.
Se prioriza la estabilidad del registro de impresión a bajas velocidades y durante la aceleración.
Su equipo está familiarizado con los servomotores y los sistemas de diagnóstico electrónico.
La tecnología de accionamiento directo ha pasado de ser una opción de lujo a un estándar para cualquier convertidor que utilice más de dos longitudes de repetición. Si bien el costo inicial es mayor, la reducción en la frecuencia de mantenimiento y el tiempo de cambio de trabajo generalmente permite amortizar la inversión en un plazo de 18 a 24 meses.
No está seguro de qué arquitectura se adapta mejor a su cartera de pedidos? Póngase en contacto con henyue e indíquenos el rango de circunferencia de impresión estándar y el volumen medio mensual de pedidos. Le proporcionaremos una recomendación de configuración de una página, que incluye un análisis comparativo de los tiempos de cambio de planchas frente a la inversión en equipos.

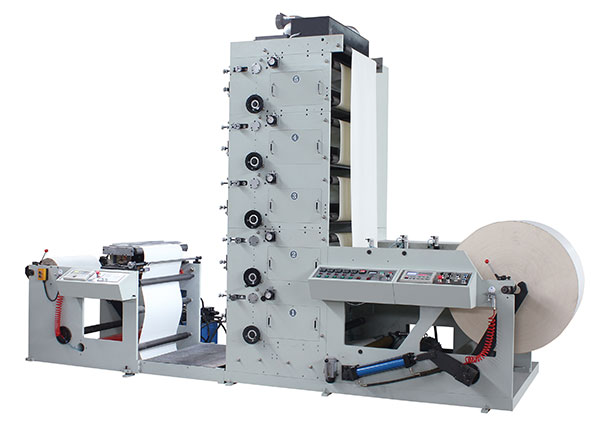
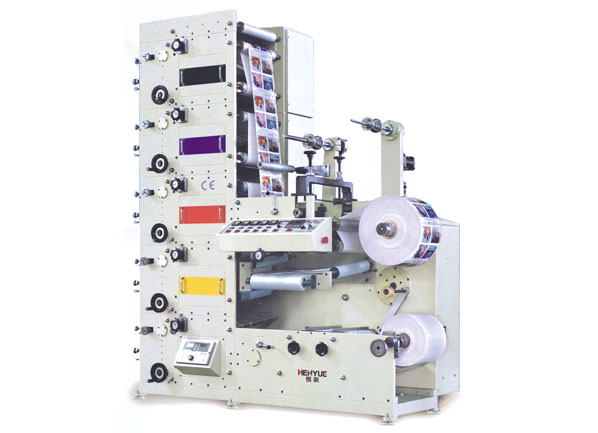
MÁQUINA DE IMPRESIÓN FLEXOGRÁFICA
MÁQUINA DE IMPRESIÓN FLEXOGRÁFICA

MÁQUINA DE IMPRESIÓN FLEXOGRÁFICA
SOLICITA UN PRESUPUESTO






